5S et les
sept types de gaspillages selon
TOYOTA
Dernière mise à jour : Décembre 2009

|
|
5S et les
|
|
| HOME Portails : | 5S | Production | Lean Manufacturing | Maintenance | Management | Qualité | Stratégie | AUTEUR | |
|
En identifiant sept types de gaspillage, TOYOTA a développé son système de production, tout entier orienté vers l'excellence. Cette recherche de l'excellence a donné naissance ou a conduit au succès de la plupart des méthodes dites "japonaises", dont l'approche 5S fait partie. Les sept types de gaspillage sont :
Pour les entreprises n'ayant pas (encore) atteint l'excellence, les gaspillages sont un gisement de gains (il suffit de les éliminer) que les 5S permettent de réaliser. Gaspillages provenant de la surproduction Aussi surprenant que cela paraisse, il existe des entreprises qui produisent plus que nécessaire parce qu'elles égarent des pièces ! Sans ordre ni discipline de rangement, les stocks encombrent tout l'espace. Poser temporairement un lot à un emplacement non défini, c'est courir le risque que quelqu'un d'autre le redéplace sans précautions et sans prévenir personne. Que ce lot soit retrouvé ou non, la recherce des pièces perdues va consommer de l'energie et du temps. Supposons que dans l'urgence il faille refaire les mêmes pièces pour livrer le lot à temps, il en résulte un gaspillage de matière, d'énergie et main d'oeuvre au profit d'un stock que l'on retrouvera plus tard, sans certitude de pouvoir le vendre ! Le gaspillage de surface par la surproduction et les stocks inutiles est un autre gisement d'amélioration. Les 5S peuvent être mis à profit pour définir des règles de rangement, des emplacements d'entreposage, des zones d'attente. Ces règles seront communiquées afin que chacun sache où est quoi, pourquoi et pour combien de temps. En cherchant à améliorer en permanence la situation, on prendra soin de faire évoluer le système et de le maintenir à jour. Gaspillages provenant des temps d'attente L'attente est la conséquence d'une mauvaise synchronisation ou d'une mauvaise préparation. Attendre des pièces, de la matière, des outils, instructions, etc... est éventuellement du à une mauvaise définition des règles et/ou des zones de stockage et d'entreposage. Il faut aussi se poser la question de l'impérieuse utilité de ce que l'on attend... Si cela n'apporte aucune valeur ajoutée, est-ce réellement utile ? Si non : éliminer. Si oui, alors réduire le temps d'attente, les distances à parcourir.
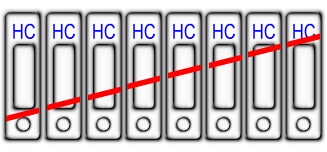
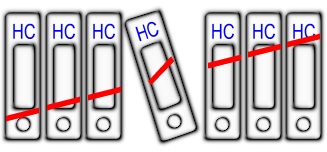
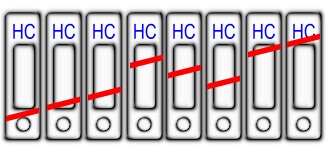
Rechercher un classeur ou un document induit des délais d'attentes. Une mesure simple et qui fait partie des classiques : tirer une ligne de couleur en diagonale des dos des classeurs :
Mieux que la numérotation qui oblige à lire et interpréter l'information, le repérage par ligne de couleur est un élément du management visuel : simple et immédiat.Toute durée de recherche est réduite si l'on sait parfaitement où chercher. Gaspillages occasionnés par les transports La nécessité de transporter peut être la conséquence des gaspillages précédents. Tous les transports ne peuvent pas être éliminés, mais il faut veiller à les réduire au minimum. La recherche de tire-palettes pour déplacer des caisses ou palettes est un exercice des plus courant dans les ateliers. Les intéressés réclameront toujours davantage d'engins, alors qu'une définition de règles d'utilisation, d'une zone de stationnement et la discipline pour s'astreindre à rapporter l'engin une fois la manutention exécutée règle la plupart des problèmes de disponibilité. Gaspillages dus aux stocks inutiles Ces stocks portent un nom évocateur ! Dans l'optique des 5S, cela appelle leur élimination et la récupération des espaces ainsi dégagés, de préférence pour une activité à valeur ajoutée. Les documents papier et leurs multiples copies, les catalogues et calendriers des années passées, les fichiers informatiques, les stylos et feutres qui n'écrivent presque plus... des stocks inutiles ! Gaspillages dans les processus de fabrication Les gammes et modes opératoires non maintenus à jour laissent des opérations inutiles dans le processus. La logique du tri et rangement s'applique aussi aux séquences d'opérations dans les gammes. Ce type de gaspillage se trouve aussi volontiers dans les processus administratifs. Des règles anciennes ont créé des opérations devenues inutiles, mais personne n'ayant pris la peine de les remettre en question, on continue avec application et discipline (!!). Gaspillages par des mouvements inutiles L'ergonomie du poste de travail est certainement un cas concret d'application parmi les plus populaires et les plus "visibles" des 5S. Son agencement suivra une logique inspirée des 5S (disponibilité, éloignement, tenue, maintenabilité...) et favorisera le maintien de la discipline 5S. Parmi les mouvements inutiles, ne pas oublier les déplacements pour aller (re)chercher ce qui manque, ce qui est en retard, pour demander des renseignements complémentaires... Gaspillages dus aux pièces défectueuses Un certain nombre de défauts qualité peut être imputé à l'état du poste de travail :
© HOHMANN |

|
|
|
Cette page vous est offerte par ©hristian HOHMANN - http://chohmann.free.fr/
|