|
HEIJUNKA
|

|
Dernière mise à jour : 29 Mai 2013
|
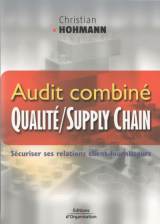
Le lissage fractionnement par l'exempleUn atelier travaille 7 heures par jour, 5 jours par semaine, 20 jours par mois.
Cette demande est absorbable, comme l'adéquation charge-capacité
le confirme. Première approche, la planification "traditionnelle"Une approche relativement commune de la production de masse, tend à optimiser l'emploi des ressources,
rechercher les économies d'échelle par les grandes séries et donc la minimisation des temps passé à changer de modèles.
Il est également courant de démarrer le mois avec les séries les plus importantes, relégant les petits lots vers la fin
du mois.
Le tableau ci-dessus représente les heures utiles de chaque journée (en colonne)
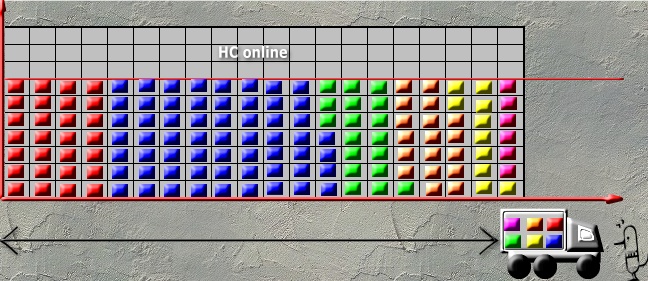
pour l'ensemble du mois de 20 jours. Dans un tel cas, le client qui désire une unité de chaque type, soit 6 au total et passant commande le premier jour du mois, devra attendre la fin du mois (soit 20 jours ouvrés) avant d'être livré. Toute cette attente pour un temps de fabrication cumulé de 6 heures. Notons que le ratio temps utile / temps total est de : 6 / 20 x 7 = 4%Une première améliorationUne première amélioration peut être l'inversion des séries; commencer le mois par les séries les plus courtes.
Notre client peut alors être livré au bout de 12 jours, ce qui est déjà un gain substantiel. 6 / 12 x 7 = 7%Encore faut-il que le mois suivant, la production ne redémarre pas avec une série bleue pour s'économiser un changement de série, sans quoi le même client, avec la même commande verra à nouveau le taux de service se dégrader.
|
Retour au principe
| Retour au principe
Cette page vous est offerte par ©hristian HOHMANN - http://chohmann.free.fr/
| |||||||||||||||||||||||||||||||||||||||||

 Heijunka par l'exemple, suite
Heijunka par l'exemple, suite